- «a(ch¿ún)ãÀ
- ╣®æ¬
- ╣½╦¥
- ð┬┬ä
|
|
||||||||||||||||||||||||||||
îúÿI(y¿¿)¢ø(j¿®ng)õN·ù┼ã░Î╔½Í▒▒·╝ËÚLÒ@¯^ ║┌╔½Í▒▒·╝ËÚLÒ@M20
Íð╬─├¹ÀQú║┬Ú╗¿Ò@ Ëó╬─├¹ÀQú║twist drill ¿┴xú║͸ʬË╔▒·▓┐║═╣ñθ▓┐¢M│╔íú╣ñθ▓┐Á─Ãð¤¸▓┐Ëðâ╔éÇ͸Ãð¤¸╚ð║═©▒Ãð¤¸╚ðú¼â╔éÇÃ░├µ║═║¾├µú¼â╔éÇ╚ðĺ║═Ê╗éÇÖM╚ð¢M│╔ú¼ô·Ïô╚½▓┐Ãð¤¸╣ñθíú╣ñθ▓┐Á─‗▓┐ã‗║═éõ─ÑθË├ú¼╚¦ð╝▓█Î÷│╔┬¦ð²ð╬ÊÈ└¹îºð╝íú
┬Ú╗¿Ò@╩Ã═¿▀^ãõ¤Óîª╣╠¿¦S¥ÇÁ─ð²ÌDÃð¤¸ÊÈÒ@¤¸╣ñ╝■Á─êA┐ÎÁ─╣ñ¥▀íúÊ‗ãõ╚¦ð╝▓█│╔┬¦ð²á¯Â°ð╬╦ã┬Ú╗¿Â°Á├├¹íú┬¦ð²▓█Ëð2▓█íó3▓█╗‗©³ÂÓ▓█ú¼Á½ÊÈ2▓█ί×Ú│úÊèíú┬Ú╗¿Ò@┐╔▒╗èA│ÍÈ┌╩ÍäËíóÙèäËÁ─╩Í│Í╩¢Ò@┐Î╣ñ¥▀╗‗Ò@┤▓íóÒè┤▓íó▄ç┤▓─╦Í┴╝Ë╣ñÍðð─╔¤╩╣Ë├íúÒ@¯^▓─┴¤Ê╗░Ò×Ú©▀╦┘╣ñ¥▀õô╗‗Ë▓┘|(zh¿¼)║¤¢íú
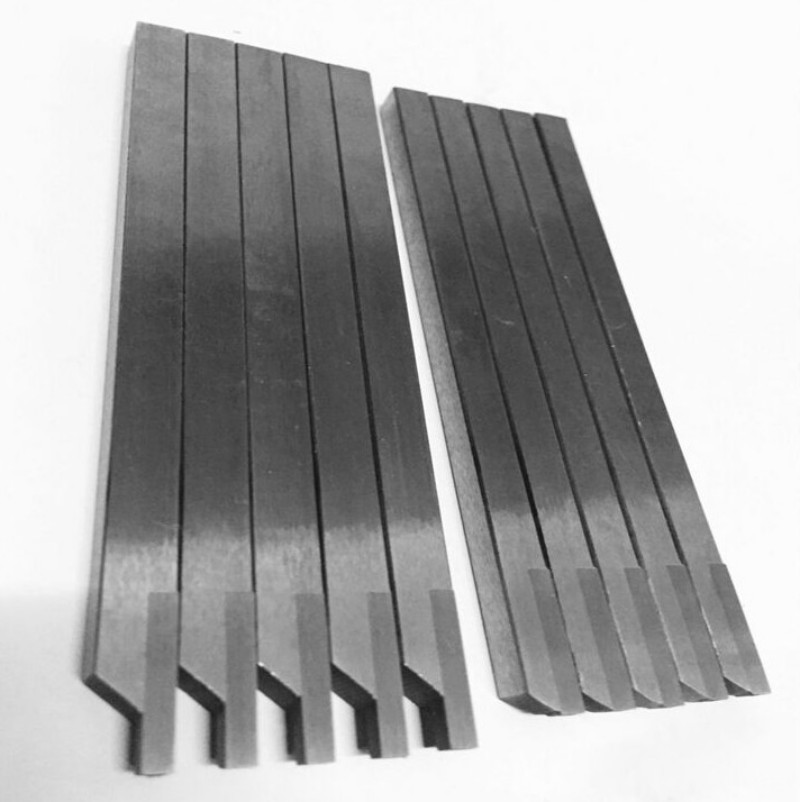
1ú«┬Ú╗¿Ò@Á─¢M│╔
ííííÿ╦£╩┬Ú╗¿Ò@íú┬Ú╗¿Ò@Ë╔▒·▓┐íó¯i▓┐║═╣ñθ▓┐ÀÍ¢M│╔íú
2ú«┬Ú╗¿Ò@Á─͸ʬÄÎ║╬¢ÃÂ╚
ú¿1ú®┬¦ð²¢Ãª┬ ┬¦ð²¢Ã╩ÃÒ@¯^┬¦ð²▓█╔¤Î¯═ÔêAÁ─┬¦ð²¥Çı╣Ú_│╔Í▒¥Ç║¾┼cÒ@¯^¦S¥ÇÁ─èA¢ÃíúË╔Ë┌┬¦ð²▓█╔¤©¸³cÁ─îº│╠¤Ó═¼ú¼Ê‗°Ò@¯^▓╗═¼Í▒Å¢╠ÄÁ─┬¦ð²¢Ã╩Ã▓╗═¼Á─ú¼═ÔÅ¢╠Ä┬¦ð²¢Ãί┤¾ú¼È¢¢Ë¢³Íðð─┬¦ð²¢ÃÈ¢ðííúÈ÷┤¾┬¦ð²¢ÃätÃ░¢ÃÈ÷┤¾ú¼Ëð└¹Ë┌┼┼ð╝ú¼Á½Ò@¯^äéÂ╚¤┬¢Áíúÿ╦£╩┬Ú╗¿Ò@Á─┬¦ð²¢Ã×Ú18íÒí½38íÒíúîªË┌Í▒Å¢¦^ðíÁ─Ò@¯^ú¼┬¦ð²¢Ãæ¬╚í¦^ðíÍÁú¼ÊÈ▒úÎCÒ@¯^Á─äéÂ╚íú íííí
ú¿2ú® Ã░¢Ãª├Om í¥Ë╔Ë┌┬Ú╗¿Ò@Á─Ã░ÁÂ├µ╩Ã┬¦ð²├µú¼Í¸Ãð¤¸╚ð╔¤©¸³cÁ─Ã░¢Ã╩Ã▓╗═¼Á─íúÅ─═ÔêAÁ¢Íðð─ú¼Ã░¢ÃÍØu£pðííúÁÂ╝Ô╠ÄÃ░¢Ã╝s×Ú30íÒú¼┐┐¢³ÖM╚ð╠Äät×Ú-30íÒξËÊíúÖM╚ð╔¤Á─Ã░¢Ã×Ú-50íÒí½-60íÒíú íííí
ú¿3ú®║¾¢Ãª┴Om í¥┬Ú╗¿Ò@͸Ãð¤¸╚ð╔¤▀x¿³cÁ─║¾¢Ãú¼╩Ã═¿▀^Èô³cͨã╩├µÍðÁ─▀M¢o║¾¢Ãª┴OmüÝ▒Ý╩¥Á─íúͨã╩├µ╩Ã▀^͸Ãð¤¸╚ð▀x¿³cmú¼Î¸┼cÒ@¯^¦S¥Çã¢ððÁ─Í▒¥Çú¼ÈôÍ▒¥Ç└@Ò@¯^¦Sð─ð²ÌD╦¨ð╬│╔Á─êAͨ├µíúª┴OmÐÏ͸Ãð¤¸╚ðÊ▓╩ÃÎâ╗»Á─ú¼È¢¢Ë¢³Íðð─ª┴OmÈ¢┤¾íú┬Ú╗¿Ò@═ÔêA╠ÄÁ─║¾¢Ãª┴ú¼═¿│ú╚í8íÒí½10íÒú¼ÖM╚ð╠Ä║¾¢Ã╚í20íÒí½25íÒíú▀@ÿË─▄ÅøÐaË╔Ë┌Ò@¯^¦S¤‗▀M¢o▀\äË°╩╣͸Ãð¤¸╚ð╔¤©¸³cîìÙH╣ñθ║¾¢Ã£pðí╦¨«a(ch¿ún)╔·Á─Ë░Ýæú¼▓ó─▄┼cÃ░¢ÃÎâ╗»¤Ó▀mæ¬íú íííí
ú¿4ú®Í¸ã½¢Ãª╩rm ͸㽢Ã╩Ã͸Ãð¤¸╚ð▀x¿³cmÁ─Ãð¥ÇÈ┌╗¨├µ═ÂË░┼c▀M¢oÀ¢¤‗Á─èA¢Ãíú┬Ú╗¿Ò@Á─╗¨├µ╩Ã▀^͸Ãð¤¸╚ð▀x¿³c░³║¼Ò@¯^¦S¥ÇÁ─ã¢├µíúË╔Ë┌Ò@¯^͸Ãð¤¸╚ð▓╗═¿▀^¦Sð─¥Çú¼╣╩͸Ãð¤¸╚ð╔¤©¸³c╗¨├µ▓╗═¼ú¼©¸³cÁ─͸㽢ÃÊ▓▓╗═¼íú«öÝö¢Ã─Ñ│÷║¾ú¼©¸³c͸㽢ÃÊ▓ÙSÍ«┤_¿íú͸㽢Ã║═Ýö¢Ã╩Ãâ╔éÇ▓╗═¼Á─©┼─¯íú íííí
ú¿5ú®õh¢Ã2ªı õh¢Ã╩Ãâ╔͸Ãð¤¸╚ðÈ┌┼cãõã¢ððÁ─ã¢├µ╔¤═ÂË░Á─èA¢Ãíú¦^ðíÁ─õh¢Ã╚¦ÊÎÃð╚Ù╣ñ╝■ú¼¦S¤‗┐╣┴ª¦^ðíú¼ÃÊ╩╣Ãð¤¸╚ð╣ñθÚLÂ╚È÷╝Ëú¼Ãð¤¸îË╣½ÀQ║±Â╚£pðíú¼Ëð└¹Ë┌╔óƒß║═╠ß©▀ÁÂ¥▀─═Ë├Â╚ú╗╚¶õh¢Ã▀^ðíú¼ätÒ@¯^ÅèÂ╚£p╚§ú¼Îâð╬È÷╝Ëú¼┼ñ¥ÏÈ÷┤¾ú¼Ò@¯^ÊÎı█öÓíúÊ‗┤╦ú¼æ¬©¨ô■(j¿┤)╣ñ╝■▓─┴¤Á─ÅèÂ╚║═Ë▓Â╚üÝ╚ð─Ñ║¤└ÝÁ─õh¢Ãú¼ÿ╦£╩┬Ú╗¿Ò@Á─õh¢Ã2ªı×Ú118íÒ íííí
ú¿6ú®ÖM╚ðð▒¢ÃªÎ ÖM╚ðð▒¢Ã╩Ã͸Ãð¤¸╚ð┼cÖM╚ðÈ┌┤╣Í▒Ë┌Ò@¯^¦S¥ÇÁ─ã¢├µ╔¤═ÂË░Á─èA¢Ãíú«ö┬Ú╗¿Ò@║¾ÁÂ├µ─Ñ│÷║¾ú¼ªÎÎÈ╚╗ð╬│╔íúË╔êD3-5┐╔ͬú¼ÖM╚ðð▒¢ÃªÎÈ÷┤¾ú¼ätÖM╚ðÚLÂ╚║═¦S¤‗┐╣┴ª£pðííúÿ╦£╩┬Ú╗¿Ò@Á─ÖM╚ðð▒¢Ã╝s×Ú50íÒí½55íÒíú
3ú«┬Ú╗¿Ò@Á─¢Yÿï╠ϳc╝░ãõîªÃð¤¸╝Ë╣ñÁ─Ë░Ýæ
ú¿1ú®┬Ú╗¿Ò@Á─Í▒Å¢╩▄┐ÎÅ¢Á─¤ÌÍãú¼┬¦ð²▓█╩╣Ò@𥩳╝Üú¼Ò@¯^äéÂ╚Á═ú╗âHËðâ╔ùl└Ôĺ‗ú¼┐ÎÁ─¦S¥Ç╚¦ÊÎã½ð▒ú╗ÖM╚ð╩╣¿ð─└ºÙyú¼¦S¤‗┐╣┴ªÈ÷┤¾ú¼Ò@¯^╚¦ÊÎö[äËíúÊ‗┤╦ú¼Ò@│÷┐ÎÁ─ð╬╬╗ı`▓¯¦^┤¾íú íííí
ú¿2ú® ┬Ú╗¿Ò@Á─Ã░ÁÂ├µ║═║¾ÁÂ├µÂ╝╩Ã÷├µú¼ÐÏ͸Ãð¤¸╚𩸳cÁ─Ã░¢Ãíó║¾¢Ã©¸▓╗¤Ó═¼ú¼ÖM╚ðÁ─Ã░¢Ã▀_-55íÒíúÃð¤¸ùl╝■║▄▓¯ú╗Ãð¤¸╦┘Â╚ÐÏÃð¤¸╚ðÁ─ÀÍ┼õ▓╗║¤└Ýú¼ÅèÂ╚ίÁ═Á─ÁÂ╝ÔÃð¤¸╦┘Â╚ί┤¾ú¼╦¨ÊÈ─Ñôpç└ÍÏíúÊ‗┤╦ú¼╝Ë╣ñÁ─┐Î¥½Â╚Á═íú íííí
ú¿3ú® Ò@¯^͸Ãð¤¸╚ð╚½╚ðàó╝ËÃð¤¸ú¼╚ð╔¤©¸³cÁ─Ãð¤¸╦┘Â╚ËÍ▓╗¤ÓÁ╚ú¼╚¦ÊÎð╬│╔┬¦ð²ð╬Ãðð╝ú¼┼┼ð╝└ºÙyíúÊ‗┤╦Ãðð╝┼c┐Î▒┌öDë║─ª▓┴ú¼│ú│úäØé¹┐Î▒┌ú¼╝Ë╣ñ║¾Á─▒Ý├µ┤Í▓┌Â╚║▄Á═íú
îúÿI(y¿¿)¢ø(j¿®ng)õN·ù┼ã░Î╔½Í▒▒·╝ËÚLÒ@¯^ ║┌╔½Í▒▒·╝ËÚLÒ@M20

 íííí
ííííãÀ")


¥W(w¿úng)ı¥")