- ŪaÆ·
- đĐŠ
- đŦËū
- ÐÂÂ
|
|
||||||||||||||||||||||||||||
ČŋŨLšĩķ įRÃæLšđĪūß ÍĻŋŨÐÍLđâĩķDšĩķLšî^
LšĩķLđâĩķįRÃæLšđĪūßLšî^ 18168867143
ČŋŨLLšĩķ ÍĻŋŨÐÍLđâĩķDšĩķ Lšî^ įRÃæžÓđĪđĪūßLđâĩķ Lšĩķ





LšžÓđĪĘĮŌŧ·NoĮÐОžÓđĪĢŽÍĻß^ŌŧķĻÐÎĘ―ĩÄLšđĪūßÏōđĪžþąíÃæĘĐžÓŌŧķĻšÁĶĄĢÔÚģĢØÏÂĀûÓÃ―ðŲĩÄËÜÐÔŨÐÎĢŽĘđđĪžþąíÃæĩÄÎĒÓ^ēŧÆ―ķČÝÆ―Äķøß_ĩ―ļÄŨąíÓ―YĄĒCÐĩĖØÐÔĄĒÐÎ îšÍģßīįĩÄÄŋĩÄĄĢ
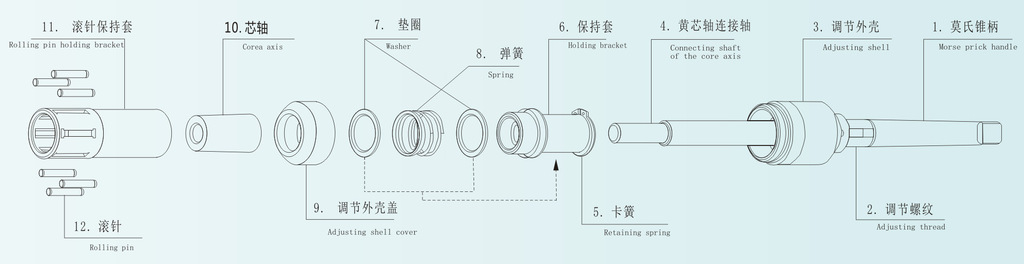
ÍĻŋŨÐÍšÍJÃĪŋŨÐÍÏûšÄ
ēŋžþĩÄļüQ
Replacing consumption components of
JH-TK and JH-MK type
ĘđÓ÷―·Ļ Use
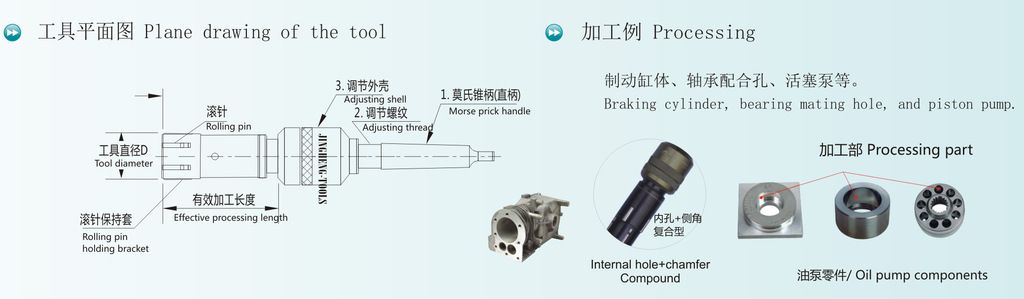
1.ĒđĪūßŅbAÔÚã@ĄĒÜĄĒãĄĒįMīēšÍĩŋØÜīēĄĒžÓđĪÖÐÐÄĩČCīēÖũÝSÉÏĢŽđĪūßÞDÓĢŽđĪžþēŧÓßMÐÐÓŌÐýÞDžÓđĪĢŽŌēŋÉđĪūßđĖķĻĢŽđĪžþÐýÞDžÓđĪĢŽđĪūßÅcžÓđĪŋŨĩÄÖÐÐÄÖØšÏĄĢ
žÓđĪlžþ:
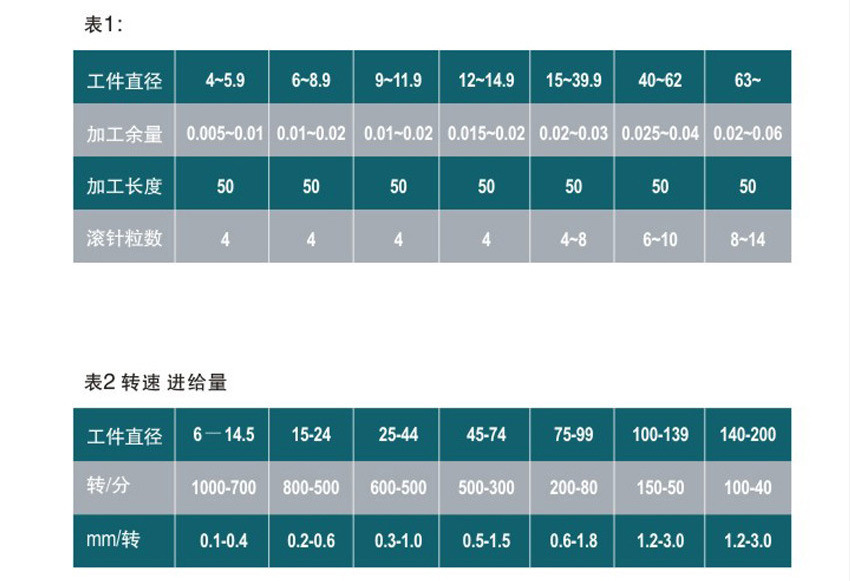
| đĪžþÖą―mm Component diameter | 4~14.5 | 15~24 | 25~44 | 45~74 | 75~99 | 100~139 | 140~200 |
| ÞDËŲr/min Rotation speed | 1500~1000 | 1000~800 | 800~500 | 700~400 | 500~300 | 400~250 | 300~150 |
| ßM―oËŲķČmm/rev Feed speed | 0.1~0.4 | 0.2~0.6 | 0.3~1.0 | 0.4~1.2 | 0.5~1.5 | 1.0~2.0 | 1.2~2.5 |
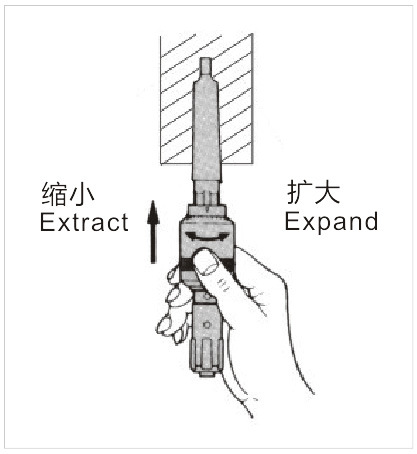
2.ÉÏÏÂÍÆÓÓÐŋĖķČäXĪÍŽrŨóÓŌÐýÞDĢŽŋÉÕ{ÕûđĪūßÖą―ĢŽÃŋļņŋĖķČé0.0025mm(ŌDĢĐĄĢÕ{Õû·ķú0.5mm
ŨĒŌâĘÂí Precautions
1.LšĮ°ŋŨąÚēŧŌËÓÐÝ^ÉîĩķšÛĢŽĩķžyŠūųōĄĒËÉģÚĢĻīËlžþŌē°üĀĻLšÍâ―ĄĒÆ―ÃæĄĒåFÃæĄĒĮōÃæĢĐĢŽīÖēÚķČRa3.2ŨóÓŌĄĢ
2.éÁËŦ@ĩÃLšÓāÁŋĢŽŠļųþđĪžþąūÉíĮérĢĻÖũŌŠĘĮēÄŲ|ĄĒÓēķČĄĒLšĮ°ąíÃæūŦēÚķČĢĐÓÐËųßxņĢŽđĘÅúÁŋžÓđĪĮ°ŠÔžÓđĪ2~3žþĢŽĮóģöLšÓāÁŋĄĢĢĻŌąíĢĐ
4.đĪžþąØíÓÐŨãōĩÄąÚšņĢŽŌŧ°ãŠģŽß^ŋŨ―ĩÄ15%ĢŽČôąÚĖŦąĄĢŽŠÔÚpÉŲąÚšņĮ°ßMÐÐLšĢŽŧōÓÃŌŧÐÍžÜíÖ§ÎÖÜß
ĄĢ
5.ļųþCīēßxņšÃđĪūßŅbAēŋÐÎ î(ÖąąúĄĒÄŠĘÏåFąúĄĒBTąúĩČ)ĄĢ

 ĄĄĄĄ
ĄĄĄĄ









